장구형 웜나사 가공기 비교 및 특징
| 구분 | 5축 가공기를 활용한 장구형 웜나사 가공방식 | 10축 전용기를 활용한 장구형 웜나사 가공방식 |
|---|---|---|
| 가공기 비교 | 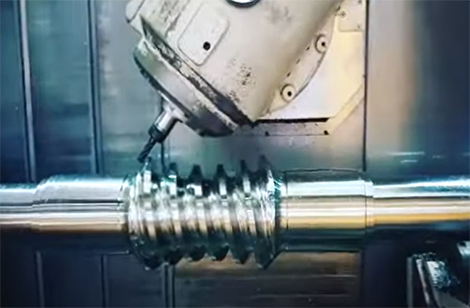 |
 |
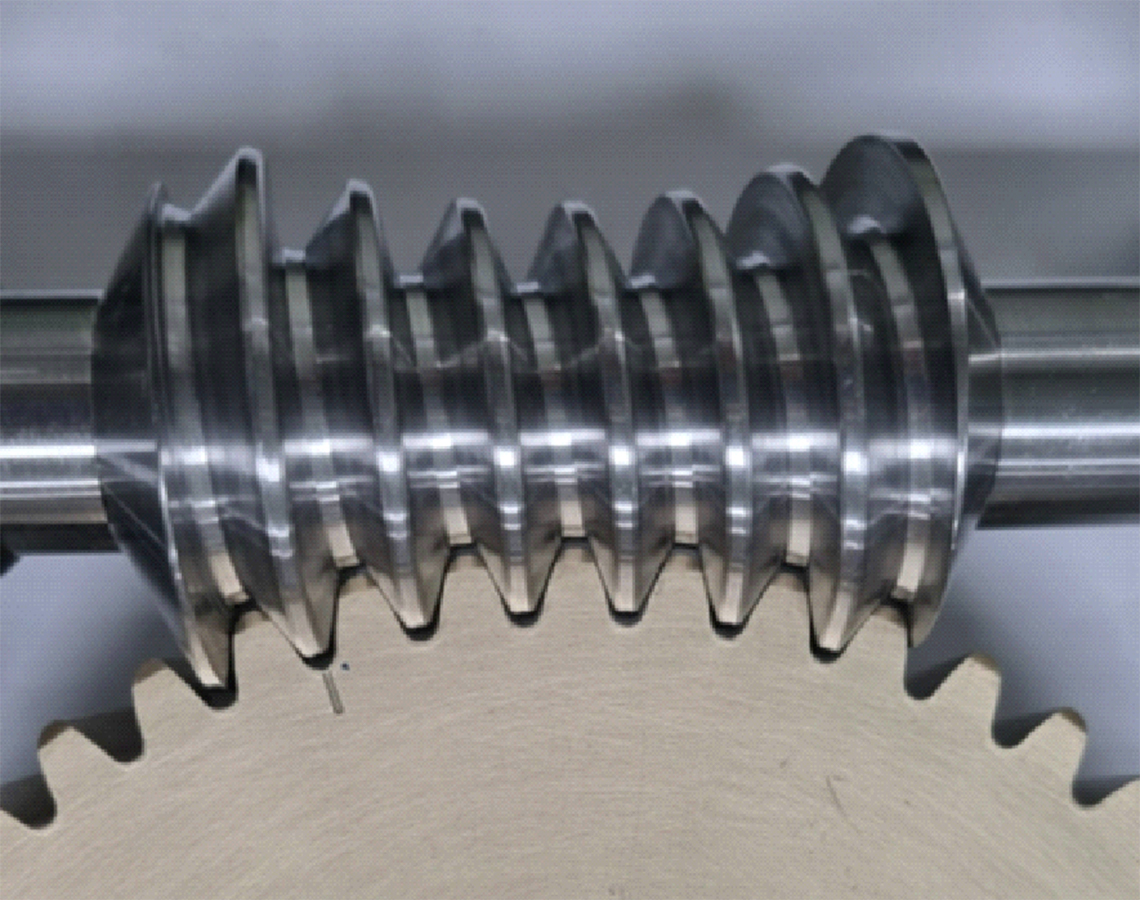
| 절삭공구 | 엔드밀에 의한 가공 | 웜커터 및 연삭숯돌에 의한 가공 |
| 열처리 및 연마 | 열처리 및 연마 불가 | 열처리 후 연마가공을 기본으로 함. |
| 가공방법 | 웜 기어처럼 복잡한 형태를 가공할 때, 정확한 각도와 방향을 맞추는 것이 매우 어렵고, 이를 잘못 설정할 경우, 품질 저하나 가공 실패가 발생할 수 있음 | 형상이 복잡한 치형이나 다줄나사도 간단한 기계조작으로 쉽게 가공됨. |
| 가공시간 | 긴 가공시간 및 과도한 잡업 횟수로 가공 시간이 오래걸림 | 가공 시간이 매우 짧으며, 작업횟수가 적어 시간을 단축 할수 있음 |
| 기계적 한계 | 박스형식의 5축 가공기는 기계 크기의 제한이 있어 웜기어 크기에 한계가 있음 | 박스형식이 아닌 전용기기로 웜기어 크기의 제한 적음 |
| 정밀도 | 기계가 매우 복잡하고 소프웨어의 따라 기계정밀도의 영향을 줄수 있음 | 기구를 조작하는 방식으로 정밀도의 영향이 적음 |
| 중심거리 및 웜형상 |
절삭 툴의 스윙크기가 정해서 있어 웜 힐의 크기에 따라 프로그램으로 조절하여야 함으로 정확한 중심거리 조절이 불가하여 웜 치형이 상이할수 있음 | 월 힐의 크기에 따라 중심거리를 자유롭게 조절하여 가공함으로 웜 치형이 일정하고 중심거리를 정확히 맞출수 있음 |